Схемы технологических процессов на объекте проектирования

Технологический процесс ремонта (восстановления) машин и агрегатов по этапам определяется схемой, как правило, последовательно, а операции в них могут осуществляться последовательно, последовательно-паралельно и параллельно. Наиболее просто организуемое, но наиболее затратное по времени последовательное выполнение операции. Параллельное выполнение операции требует строгой синхронизации времени выполнения операции, что на практике представляется трудновыполнимым.
Ниже представлена структурная схема (4.1.) технологического процесса восстановления изношенной детали с помощью гальванического наращивания
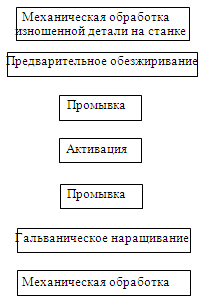
Предварительная механическая обработка – восстанавливаемых поверхностей деталей имеет цель придать этим поверхностям геометрическую форму, требуемую шероховатость поверхности, однородность свойств, и дальнейшего обеспечения равномерности наносимого покрытия по толщине.
Предварительное обезжиривание – деталей производится промывкой в органических растворителях: уайт – спиртом, четыреххлористым углеродом, чистым бензином и др.
Промывка - деталей осуществляется в воде
Активация – деталей производится непосредственно перед нанесением покрытия для удаления тонких окисных пленок, образующиеся в процессе подготовки деталей к гальваническому нанесению покрытий, а также с целью легкого протравливания поверхностного слоя металла, при котором выявляется кристаллическая структура металла. Эта операция обеспечивает наиболее прочное сцепление гальванического покрытия с поверхностью детали.
Дефектация деталей
Описание условий работы детали
Блок цилиндров относится к базовым, то есть наиболее ответственным элементам автомобильного двигателя. Его конструктивное устройство обеспечивает работу кривошипно-шатунного механизма-основного механизма в создании движения вращения. В то же время, конструктивно блок цилиндров представляет собой корпусную деталь. И должен отвечать требованиям, предъявленным к корпусным деталям:
- обладать надежностью и ремонтной пригодностью;
- обеспечивать правильную установку в нем сопряженных деталей за счет наличия базовых поверхностей;
- быть достаточно прочным.
На выполнение перечисленных требований большое влияние оказывает выбор материала. Рассматриваемый блок цилиндров изготовлен из серого чугуна марки СЧ20.
Чугунный блок-картер имеет вставные гильзы, являющиеся направляющими для находящихся в них поршней. Внутренняя поверхность гильзы носит название зеркала и должна отвечать требованиям по износоустойчивости и обеспечивать наименьшее трение между зеркалом и поршнем. Гильзы в блок цилиндров устанавливают так, чтобы охлаждающая жидкость не проникала в них и в поддон, а газы не прорывались из цилиндра. Для фиксации вертикального положения гильзы имеют специальный бурт для упора в блок цилиндров и установочные пояса. Автомобиль ЗИЛ-130 имеет так называемую мокрую гильзу, в которую запрессована короткая вставка из чугуна, легированного хромом.
Гильза в нижней части уплотняется резиновыми кольцами, размещенными в канавках гильз.
Верхний торец гильзы выступает над плоскостью блока цилиндров на 0,02…0,15 мм, что способствует лучшему обжатию прокладки блока и надежному уплотнению гильзы, блока и головки блока.
Гильза изготовлена отливкой в песчаную форму из чугуна марки СЧ-20, а гильза из жаропрочного чугуна марки ЖЧХ-0,8. Химический состав приведен в таблицах 4.1, 4.2. Механические свойства материалов приведены в таблице 4.3.
Таблица 4.1. Химический состав чугуна СЧ-20
|
Углерод общее содержание |
Углерод свободный |
Кремний |
Марганец |
Фосфор |
Сера не более |
Никель |
Хром |
|
3,2…3,5 |
0,6…0,7 |
2,2…2,6 |
0,6…0,8 |
До 0,2 |
0,12 |
0,6…0,8 |
0,25…0,35 |
Таблица 4.2. Химический состав чугуна ЖЧХ-0,8
|
Углерод |
Кремний |
Марганец |
Фосфор |
Сера |
Хром |
|
3,0…3,9 |
1,5…2,5 |
До 1 |
До 0,3 |
До 0,12 |
0,5…1,0 |