Определение основных параметров технологического процесса

Vсз=nпв·Vпв,(13)
где nпв–количество механизированных полувагонов в составе для засорителей, шт (nпв=10 шт);
Vпв–вместимость одного полувагона, м3 (Vпв=30 м2).
Vсз=10·30=300 м2.
tв=29,6(300/6300)=1,4 ч=85 мин.
Расстояние пробега машины при заполнении состава засорителей Lсз, м:
Lсз= LБП (Vсз/ Vв)(14)
Lсз= 5000(300/6300)=238 м.
Продолжительность выгрузки балласта из состава для засорителей tвыг, мин:
tвыг= tгр+ tр+ tпор,(15)
где tгр, tпор–время пробега машины от места работы ЩОК до места разгрузки и обратно, мин.
tгр=tпор=Lв/Vсз,(16)
Lв= LБП– Lсз(17)
Lв=5000-238=4762 м.
Vсз–скорость движения состава, км/ч (Vсз= 50 км/ч=50000 м/ч).
tгр=tпор=7762/50000=0,095ч=6 мин.
Время разгрузки
tр= Vсз/(b·hм·Vтр),(18)
где b–ширина конвейера, м (b=2,2 м);
hм–высота загружаемого слоя ВСП в промежуточных полувагонах, м (hм=0,75 м).
Vтр–скорость перемещения материала ВСП по транспортной ленте, м/с(Vтр=0,12 м/с).
tр= 300/(2,2·0,75·0,12)=1515 с=25 мин.
tвыг=6+25+6=37 мин.
Длина ЩОК СЧ-601 с составом для засорителей l1, м:
l1=lУТМ-1+l601+lПВ·nПВ+lКВ+ lУТМ-1 ,(19)
где lУТМ-1–длина универсального тягового модуля, м (lУТМ-1=14,4 м);
l601–длина СЧ-601, м (lСЧ=24,82 м);
lПВ–длина полувагона для засорителей, м (lПВ=16,62 м);
lКВ–длина концевого полувагона, м (lКВ=16,62 м).
l1=14,4+24,82+16,62·10+16,62+14,4=236,44 м.
Длина путеразборочного поезда l2, м:
l2=2∙lт+ lпл.пр.+ lпасс.в +Nгр× lгр+ Nмпд × lмпд + lпл.пр.+ lкр., (20)
где lт – длина одной секции электровоза, м;
lпл.пр.- длина платформы прикрытия, м;
lпасс.в - длина пассажирского вагона, м;
lгр – длина грузовой платформы, м;
Nгр – количество грузовых платформ, шт;
Nмпд – количество моторных платформ типа МПД, шт;
lмпд – длина моторной платформы типа МПД, м;
lкр – длина укладочного крана по стреле типа УК-25/9-18, м.
Nгр=2∙Nпакр(у) (21)
где Nпакр(у) – количество пакетов при разборке и укладке, шт.
 (22)
(22)
где nр(у)зв – количество звеньев в одном пакете при разборке и укладке, шт.
nр(у)зв определяется по:
-- характеристикам участка на, котором производится ремонт;
-- характеристикам подвижного состава входящий в ПРП и ПУП поезд.
Количество звеньев в одном пакете по условию грузоподъемности платформы крана (Рисунок 9):
 (23)
(23)
где l/пак – длина пакета находящийся на платформе крана, м (l/пак=17м);
Gпл.кран. – грузоподъемность платформы крана, кг (Gпл.кран.=40000кг);
mр.ш.р. – масса рельсошпальной решетки, кг.
mр.ш.р.=2∙mр+Nшп.зв×mшп., (24)
где mр – масса одного рельса, кг (mр=1292кг);
mшп – вес одной шпалы со скреплением, кг (mшп=90кг);
Nшп.зв – количество шпал в одном звене, шп.
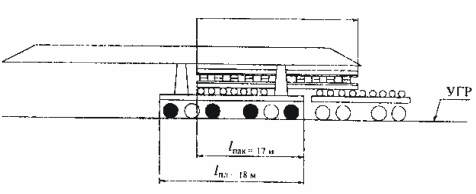
Рисунок 9–Схема расположения пакета на платформе крана
![]() (25)
(25)
![]() .
.
mр.ш.р.=2×1292+46×90=6724 кг.
![]()
Количество звеньев в одном пакете по условию грузоподъемности грузовой платформы:
 (26)
(26)